
Page 1083 - YG 2019
P. 1083
ALU-POWER ALU-POWER
END MILLS RECOMMENDED CUTTING CONDITIONS END MILLS RECOMMENDED CUTTING CONDITIONS
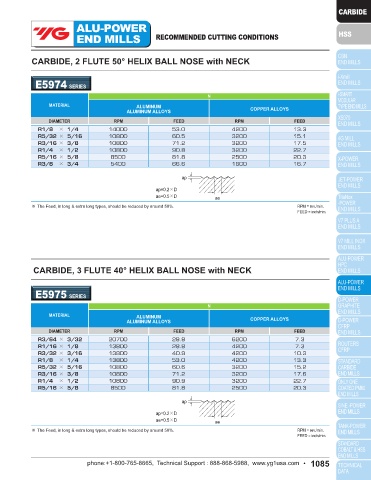
CARBIDE, 2 FLUTE 37° HELIX LONG REACH BALL NOSE CARBIDE, 2 FLUTE 50° HELIX BALL NOSE with NECK
E5978 SERIES E5974 SERIES
N N
MATERIAL ALUMINUM MATERIAL ALUMINUM
NON FERROUS METALS ALUMINUM ALLOYS COPPER ALLOYS
DIAMETER RPM FEED DIAMETER RPM FEED RPM FEED
R1/8 × 1/4 11200 55.1 R1/8 × 1/4 14000 53.0 4200 13.3
R5/32 × 5/16 8600 63.0 R5/32 × 5/16 10800 60.5 3200 15.1
R3/16 × 3/8 8600 74.0 R3/16 × 3/8 10800 71.2 3200 17.5
R1/4 × 1/2 8600 94.5 R1/4 × 1/2 10800 90.8 3200 22.7
R5/16 × 5/8 6800 85.0 R5/16 × 5/8 8500 81.8 2500 20.3
R3/8 × 3/4 4300 69.3 R3/8 × 3/4 5400 66.6 1600 16.7
ap ap
ap=0.2×D ap=0.2×D
ae=0.5×D ae ae=0.5×D ae
※ The Feed, in long & extra long types, should be reduced by around 50%. RPM = rev./min. ※ The Feed, in long & extra long types, should be reduced by around 50%. RPM = rev./min.
FEED = inch/min. FEED = inch/min.
CARBIDE, 2 FLUTE 37° HELIX LONG REACH BALL NOSE TiCN COATED CARBIDE, 3 FLUTE 40° HELIX BALL NOSE with NECK
EG978 SERIES E5975 SERIES
N N
MATERIAL ALUMINUM MATERIAL ALUMINUM
NON FERROUS METALS ALUMINUM ALLOYS COPPER ALLOYS
DIAMETER RPM FEED DIAMETER RPM FEED RPM FEED
R1/8 1/4 14500 71.7 R3/64 × 3/32 20700 28.8 6200 7.3
R5/32 5/16 11200 81.9 R1/16 × 1/8 13800 28.8 4200 7.3
R3/16 3/8 11200 96.2 R3/32 × 3/16 13800 40.9 4200 10.3
R1/4 1/2 11200 122.9 R1/8 × 1/4 13800 53.0 4200 13.3
R5/16 5/8 8800 110.5 R5/32 × 5/16 10800 60.6 3200 15.2
R3/8 3/4 5600 104.0 R3/16 × 3/8 10800 71.2 3200 17.6
R1/4 × 1/2 10800 90.9 3200 22.7
ap R5/16 × 5/8 8500 81.8 2500 20.3
ap=0.2×D
ae=0.5×D ae ap
ap=0.2×D
※ The Feed, in long & extra long types, should be reduced by around 50%. RPM = rev./min.
FEED = inch/min. ae=0.5×D ae
※ The Feed, in long & extra long types, should be reduced by around 50%. RPM = rev./min.
FEED = inch/min.
1084 • phone:+1-800-765-8665, Technical Support : 888-868-5988, www.yg1usa.com phone:+1-800-765-8665, Technical Support : 888-868-5988, www.yg1usa.com • 1085