
Page 1189 - YG 2019
P. 1189
SINE-POWER SINE-POWER
END MILLS E2F64 SERIES FLAT SHANK END MILLS RECOMMENDED CUTTING CONDITIONS
HSSCo8, 4&6 FLUTE HSSCo8, 4&6 FLUTE
E2F64 SERIES
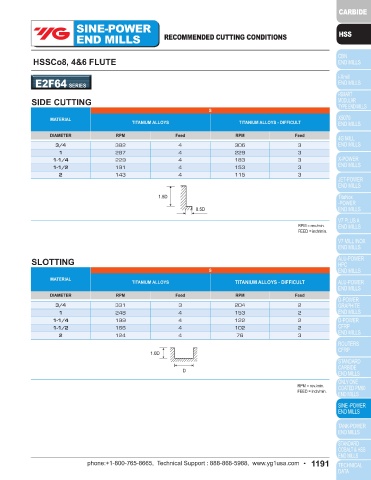
SIDE CUTTING
S
MATERIAL
D 2 D 1 TITANIUM ALLOYS TITANIUM ALLOYS - DIFFICULT
DIAMETER RPM Feed RPM Feed
L 1
3/4 382 4 306 3
L 2
1 287 4 229 3
1-1/4 229 4 183 3
1-1/2 191 4 153 3
2 143 4 115 3
35 C x 45 P.1191
Unit : Inch
Length Overall 1.5D
Mill Diameter Shank Diameter
EDP No. of Cut Length Chamfer No. of Flute 0.5D
D1 D2 L1 L2
E2F64048 3/4 3/4 1 5/8 3 7/8 .030 4
E2F64901 3/4 3/4 2 1/4 4 1/2 .030 4 RPM = rev./min.
E2F64902 3/4 3/4 3 5 1/4 .030 4 FEED = inch/min.
E2F64064 1 1 2 4 1/2 .030 4
E2F64903 1 1 2 4 1/2 .030 6
E2F64904 1 1 3 5 1/2 .030 4
E2F64905 1 1 3 5 1/2 .030 6 SLOTTING
E2F64906 1 1 4 6 1/2 .030 4 S
E2F64907 1 1 4 6 1/2 .030 6 MATERIAL
E2F64116 1 1/4 1 1/4 2 4 1/2 .040 4 TITANIUM ALLOYS TITANIUM ALLOYS - DIFFICULT
E2F64908 1 1/4 1 1/4 2 4 1/2 .040 6
E2F64909 1 1/4 1 1/4 3 5 1/2 .040 4 DIAMETER RPM Feed RPM Feed
E2F64910 1 1/4 1 1/4 3 5 1/2 .040 6 3/4 331 3 204 2
E2F64911 1 1/4 1 1/4 4 6 1/2 .040 4 1 248 4 153 2
E2F64912 1 1/4 1 1/4 4 6 1/2 .040 6 1-1/4 199 4 122 2
E2F64132 1 1/2 1 1/4 2 4 1/2 .040 6 1-1/2
E2F64913 1 1/2 1 1/4 3 5 1/2 .040 6 166 4 102 2
E2F64914 1 1/2 1 1/4 4 6 1/2 .040 6 2 124 4 76 3
E2F64915 1 1/2 1 1/4 6 8 1/2 .040 6
E2F64200 2 2 2 5 3/4 .040 6 1.0D
E2F64916 2 2 3 6 3/4 .040 6
E2F64917 2 2 4 7 3/4 .040 6
E2F64918 2 2 6 9 3/4 .040 6 D
E2F64919 2 2 8 11 3/4 .040 6
RPM = rev./min.
Cutting Dia. Shank Dia. ※ Radius, coatings and HSS-PM available on request FEED = inch/min.
Tolerance(inch) Tolerance(inch)
0~ + .0030 - .0001~ - .0005
◎ : Excellent ◯ : Good
P H M K N S
Carbon Alloy Prehardened High Hardened High
Steels Steels Steels Hardened Steels Steels Stainless Cast Copper Graphite Aluminum Acrylic CFRP Titanium Temperature
Steels
Iron
~HRc20 HRc20~30 HRc30~40 HRc40~45 HRc45~55 HRc55~70 Alloy
◎
1190 • phone:+1-800-765-8665, Technical Support : 888-868-5988, www.yg1usa.com phone:+1-800-765-8665, Technical Support : 888-868-5988, www.yg1usa.com • 1191