
Page 380 - จันทร์จืรา เดชแพง
P. 380
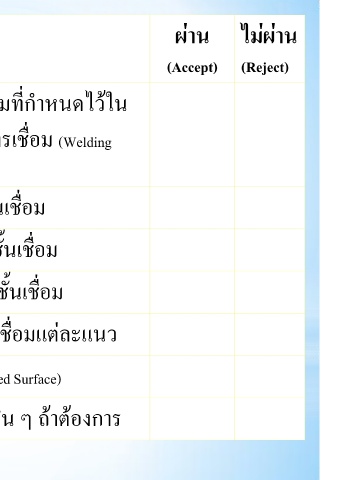
ล าดับ รายการตรวจสอบ ผ่าน ไม่ผ่าน
(Accept) (Reject)
1 ค่าตัวแปรที่ใช้ในการเชื่อมตามที่ก าหนดไว้ใน
เอกสารก าหนดรายละเอียดการเชื่อม (Welding
Procedure Specification : WPS
2 คุณภาพแนวเชื่อมในแต่ละชั้นเชื่อม
3 การท าความสะอาดในแต่ละชั้นเชื่อม
4 การควบคุมอุณหภูมิในแต่ละชั้นเชื่อม
5 ก าหนดและวางล าดับขั้นการเชื่อมแต่ละแนว
6 ผิวหน้ารอยเซาะร่อง (Backgouged Surface)
7 ตรวจสอบด้วยกรรมวิธี NDT อื่น ๆ ถ้าต้องการ