
Page 4 - Fanar
P. 4
210,00 210,00
Technical informations
Groups of Tools by Applications
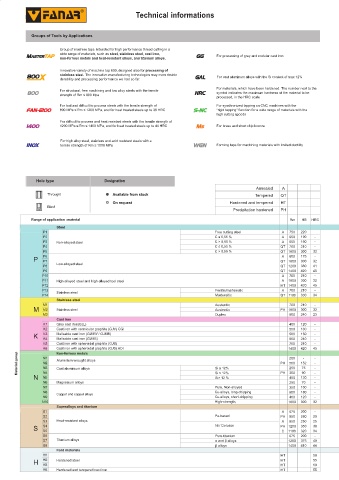
Group of machine taps intended for high performance thread cutting in a
wide range of materials, such as steel, stainless steel, cast iron,
MASTERTAP non-ferrous metals and heat-resistant alloys, and titanium alloys. GG For processing of grey and nodular cast iron
Innovative variety of machine tap 800, designed also for processing of
800 stainless steel. The innovative manufacturing technologies may even double GAL For cast aluminum alloys with the Si content of max 12%
durability and processing performance we had so far.
For materials, which have been hardened. The number next to the
For structural, free machining and low alloy steels with the tensile
800 strength of Rm ≤ 800 Mpa HRC symbol indicates the maximum hardness of the material to be
processed, in the HRC scale
For tool and difficult to process steels with the tensile strength of For synchronized tapping on CNC machines with the
FAN-1200 800 MPa ≤ Rm ≤ 1200 MPa, and for heat treated steels up to 38 HRC S-NC "rigid tapping" function for a wide range of materials with the
high cutting speeds
For difficult to process and heat resistant steels with the tensile strength of
1400 1200 MPa ≤ Rm ≤ 1400 MPa, and for heat treated steels up to 44 HRC Ms For brass and short chip bronze
For high alloy steel, stainless and acid resistant steels with a
INOX tensile strength of Rm ≤ 1000 MPa WGN Forming taps for machining materials with limited ductility
Hole type Designation
Annealed A
Throught Available from stock Tempered QT
On request Hardened and tempered HT
Blind
Precipitation hardened PH
Range of application -material Rm HB HRC
Steel
P1 Free cutting steel A 750 220
P1
P2 C ≤ 0,55 % A 650 190 -
P2
P3
P3 Non-alloyed steel C > 0,55 % A 650 190 -
P4
P4 C ≤ 0,55 % QT 700 210 -
P5
P5 C > 0,55 % QT 1000 300 32
P6 A 600 175 -
P6
P P7 QT 1000 300 32
P7
Low-alloyed steel
P8 QT 1200 380 41
P8
P9
P9 QT 1400 420 45
P10
P10 A 700 210 -
P11
P1 1 High-alloyed steel and high-alloyed tool steel A 1000 300 32
P12
P12 HT 1400 420 45
P13
P13 Ferritic/martensitic A 700 210 -
Stainless steel
P14
P14 Martensitic QT 1100 330 34
Stainless steel
M1
M1 Austenitic 700 210 -
M M2 Stainless steel Austenitic PH 1000 300 32
M2
M3
M3 Duplex 800 240 23
Cast iron
K1
K1 Grey cast iron(GJL) 400 120 -
K2
K2 Cast iron with vermicular graphite (GJV) CGI 550 160 -
K3
K K3 Malleable cast iron (GJMW / GJMB) 500 150 - -
Malleable cast iron (GJMB)
K4
240
K4
800
K5
K5 Cast iron with spheroidal graphite (GJS) 700 210 -
K6 Cast iron with spheroidal graphite (GJS) ADI 1400 420 45
K6
Material group N1 Cast aluminium alloys Si ≤ 12% PH 200 152 - - -
Non-ferrous metals
N1
-
Aluminium wrought alloys
N2
N2
500
N3
N3
75
250
N4
90
N N4 Si ≤ 12% PH 300 130 - -
Si> 12 %
450
N5
N5
N6 Magnesium alloys 250 70 -
N6
N7 Pure, Non-alloyed 350 100 -
N7
N8
N8 Cu-alloys, long-chipping 600 180 -
Copper and copper alloys
N9
N9 Cu-alloys, short-chipping 400 120 -
N10
N10 High-strength, 1000 300 32
Superalloys and titanium
S1
S1 A 675 200 -
S2
S2 Fe-based PH 950 280 29
S3
S3 Heat-resistant alloys A 850 250 25
S4
S S4 Ni / Co base PH 1200 350 38
S5 C 1100 320 34
S5
S6 Pure titanium 675 200 -
S6
S7
S7 Titanium alloys α and β alloys 1250 375 40
S8
S8 β alloys 1400 410 44
Hard materials
H1
H1 HT 50
H2
H H2 Hardened steel HT 55
H3
60
H3
HT
4 H4 Hardened and tempered cast iron HT 55
H4
195,00
195,00