
Page 69 - APPLIED PROCESS DESIGN FOR CHEMICAL AND PETROCHEMICAL PLANTS, Volume 1, 3rd Edition
P. 69
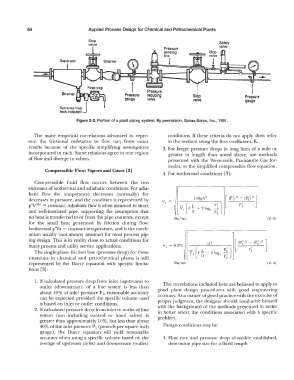
54 Applied Process Design for Chemical and Petrochemical Plants
Stop
valve Safety
valve
i Pressure
sensing
line
l
Pressure
Pressure reducing Stop Pressure
Spira-tee trap J valve valve gauge
gauge
leak indicator
Figure 2-2. Portion of a plant piping system. By permission, Spirax-Sarco, Inc., 1991.
The many empirical correlations advanced to repre- conditions. If these criteria do not apply, then refer
sent the frictional resistance to flow vary from exact to the method using the flow coefficient, K.
results because of the specific simplifying assumptions 3. For larger pressure drops in long lines of a mile or
incorporated in each. Some relations agree in one region greater in length than noted above, use methods
of flow and diverge in others. presented with the Weymouth, Panhandle Gas for-
mulas, or the simplified compressible flow equation.
Compressible Flow: Vapors and Gases [3]
4. For isothermal conditions [31:
Compressible fluid flow occurs between the two
extremes of isothermal and adiabatic conditions. For adia-
batic flow the temperature decreases (normally) for
decreases in pressure, and the condition is represented by
p'V'(k) = constant. Adiabatic flow is often assumed in short
and well-insulated pipe, supporting the assumption that
no heat is transferred to or from the pipe contents, except lbs/sec (2-3)
for the small heat generated by friction during flow.
Isothermal p'Va = constant temperature, and is the mech-
anism usually (not always) assumed for most process pip-
ing design. This is in reality close to actual conditions for
many process and utility service applications.
The single-phase friction loss (pressure drop) for these
situations in chemical and petrochemical plants is still
represented by the Darcy equation with specific limita- lbs/sec (2-4)
tions [3]:
1. If calculated pressure drop from inlet (upstream) to The correlations included here are believed to apply to
outlet (downstream) of a line system is less than good plant design procedures with good engineering
about 10% of inlet pressure P 1, reasonable accuracy
can be expected provided the specific volume used accuracy. As a matter of good practice with the exercise of
proper judgment, the designer should familiarize himself
is based on inlet or outlet conditions.
2. If calculated pressure drop from inlet lo outlet of line with the background of the methods presented in order
to better select the conditions associated with a specific
system (not including control or hand valves) is problem.
greater than approximately 10%, but less than about
40% of the inlet pressure P1 (pounds per square inch Design conditions may be:
gauge), the Darcy equation will yield reasonable
accuracy when using a specific volume based on the 1. Flow rate and pressure drop allowable established,
average of upstream (inlet) and downstream (outlet) determine pipe size for a fixed length