
Page 1219 - รวมไฟล์วารสาร ปีที่ 8 ฉบับที่ 1
P. 1219
6
ื
ุ
ุ
ุ
ระยะเวลาน าการสั่งซ้อ พบว่า การแยกประเภทวัสดคงคลัง ABC ด้วยหลักการ AHP สามารถจัดกล่มวัสดคงคลัง
ั
ี่
ิ
ี
์
ได้มความสอดคล้องและค านงถงปจจัยทส าคัญส าหรบโรงงานกรณศกษาได้มากกว่า การวิเคราะหแบบดั้งเดม
ึ
ั
ี
ึ
ึ
ื
ุ
ุ
นอกจากนั้นยังพิจารณาก าหนดนโยบายการสั่งซ้อวัสดกล่ม A จ านวน 21 รายการ โดยพิจารณาเลอกนโยบาย
ื
ุ
ื
ิ
็
สั่งซ้อทเหมาะสมท าให้ค่าใช้จ่ายในการจัดการวัสดกล่ม A ลดลง 1,066,763.73 บาท หรอคดเปน 72.76%
ื
ุ
ี
่
้
6. ศกษารวบรวมขอมูลและวิเคราะหปญหา
ึ
์
ั
ู
6.1 ข้อมลทั่วไป
ึ
ึ
ิ
ี
ิ
ั
็
ิ
ู
บรษัทตัวอย่างกรณศกษา เปนผลตช้นส่วนเหล็ก จากการข้นรปด้วยการ ม้วน (Bending) และป๊ม
ิ
็
่
(Press) เพือผลตช้นส่วนให้กับบรษัทอตสาหกรรมชั้นน า ได้แก่ ช้นส่วนเหล็กซงเปนส่วนประกอบของรถยนต์
ุ
ึ
ิ
ิ
ิ
่
่
ิ
ื
็
ื
ื
เช่น Suzuki , Hino , Nissan รวมทั้งช้นส่วนเครองยนต์การเกษตร , เครองยนต์เรอ เปนต้น โดยได้เร่มเปด
ิ
ิ
่
ุ
ิ
ุ
ึ
ิ
ั
ด าเนนการในวันท 01 เมษายน 2556 จนถงปจจบัน ด้วยเงนลงทน 200 ล้านบาท
ี่
ิ
ื
่
ั
ุ
ุ
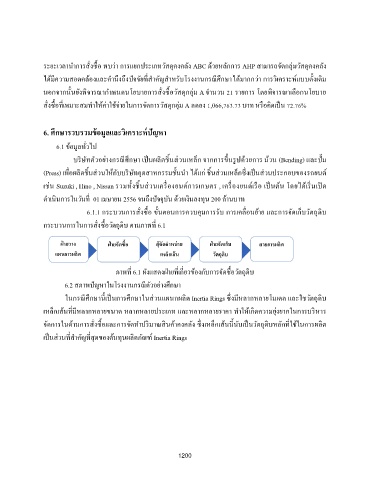
6.1.1 กระบวนการสั่งซ้อ ขั้นตอนการควบคมการรบ การเคลอนย้าย และการจัดเก็บวัตถดบ
ื
ิ
ุ
ื
กระบวนการในการสั่งซ้อวัตถดบ ตามภาพท 6.1
ี่
่ายวาง ่ายจัด อ ผุ้จัดจ าหน่าย ่ายจัดเก บ สายการผลิต
แผนการผลิต เหล กเส้น วัตถุดิบ
ื
่
ภาพท 6.1 ผังแสดงฝายทเกียวข้องกับการจัดซ้อวัตถดบ
ิ
่
ี่
ุ
่
ี
6.2 สภาพปญหาในโรงงานกรณตัวอย่างศกษา
ี
ึ
ั
ในกรณศกษาน้เปนการศกษาในส่วนแผนกผลต Inertia Rings ซงมหลากหลายโมเดล และใชวัตถดบ
ี
ี
ึ
ึ
่
ุ
ิ
ึ
ิ
ี
็
่
เหล็กเสนทมหลากหลายขนาด หลากหลายประเภท และหลากหลายราคา ท าให้เกิดความยุ่งยากในการบรหาร
ิ
้
ี
ี
ื
ึ
ี
่
้
ิ
ิ
ิ
่
จัดการในด้านการสั่งซ้อและการจัดท าปรมาณสนค้าคงคลัง ซงเหล็กเสนน้นับเปนวัตถดบหลักทใช้ในการผลต
ุ
็
ี
ิ
็
่
ิ
ี
เปนส่วนทส าคัญทสดของต้นทนผลตภัณฑ์ Inertia Rings
ุ
่
ี
ุ
1200