
Page 67 - Manual Produk PC SPUN PILE_final
P. 67
67
PENYAMBUNGAN TIANG DENGAN las
Persyaratan :
1. Batang/kawat las minimal setara dengan AWS A.5.1 E6013 (co. RB-26 ex nikko steel atau setara)
2. Gunakan helm/topeng las untuk melindung muka,mata dan kulit dari percikan api las.
3. Karena sudut alur/groove +/- 300, agar las mengisi penuh maka layer pertama pengelasan menggunakan batang las dengan
diameter kurang dari 4mm.
4. Pada pengelasan berlapis, setelah selesai mengelas lapisan pertama bersihkan terak/slag dengan palu las sampai bersih
(gunakan kacamata terng saat pembersihan terak), setelah itu lakukan pengelasan pada lapisan berikut.
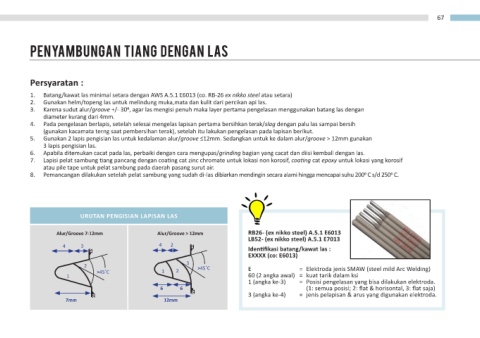
5. Gunakan 2 lapis pengisian las untuk kedalaman alur/groove ≤12mm. Sedangkan untuk ke dalam alur/groove > 12mm gunakan
3 lapis pengisian las.
6. Apabila ditemukan cacat pada las, perbaiki dengan cara mengupas/grinding bagian yang cacat dan diisi kembali dengan las.
7. Lapisi pelat sambung tiang pancang dengan coating cat zinc chromate untuk lokasi non korosif, coating cat epoxy untuk lokasi yang korosif
atau pile tape untuk pelat sambung pada daerah pasang surut air.
8. Pemancangan dilakukan setelah pelat sambung yang sudah di-las dibiarkan mendingin secara alami hingga mencapai suhu 2000 C s/d 2500 C.
URUTAN PENGISIAN LAPISAN LAS
Alur/Groove 7-12mm Alur/Groove > 12mm RB26- (ex nikko steel) A.5.1 E6013
LB52- (ex nikko steel) A.5.1 E7013
4 3 4 2 Identifikasi batang/kawat las :
EXXXX (co: E6013)
2 3 >45�C E = Elektroda jenis SMAW (steel mild Arc Welding)
>45�C 1 2
1 60 (2 angka awal) = kuat tarik dalam ksi
1 (angka ke-3) = Posisi pengelasan yang bisa dilakukan elektroda.
6 6 (1: semua posisi; 2: flat & horisontal, 3: flat saja)
3 (angka ke-4) = jenis pelapisan & arus yang digunakan elektroda.
7mm 12mm