
Page 183 - YG 2019
P. 183
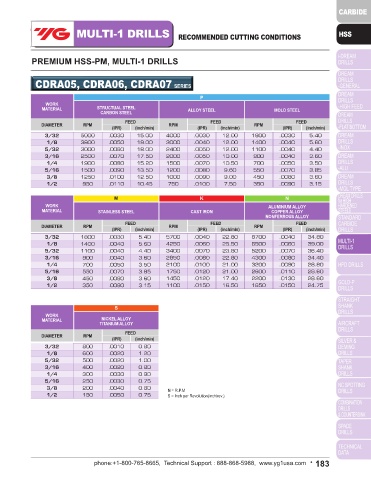
MULTI-1 DRILLS MULTI-1 DRILLS RECOMMENDED CUTTING CONDITIONS
CDRA07 SERIES
PREMIUM HSS-PM, MULTI-1 DRILLS PREMIUM HSS-PM, MULTI-1 DRILLS
▶ Features : Excellent wear resistance by using Premium powder metallurgy materials.
With special point geometry, no centering required.
Minimal drill wandering and improved hole tolerances. CDRA05, CDRA06, CDRA07 SERIES
Better tool life with excellent coating.
▶ Application : Applicable to various materials including aluminum and stainless steel, as well carbon steel and structural steel. P
WORK
MATERIAL STRUCTUAL STEEL ALLOY STEEL MOLD STEEL
CARBON STEEL
FEED FEED FEED
DIAMETER RPM RPM RPM
D2 D1 (IPR) (inch/min) (IPR) (inch/min) (IPR) (inch/min)
3/32 5000 .0030 15.00 4000 .0030 12.00 1800 .0030 5.40
L1
1/8 3800 .0050 19.00 3000 .0040 12.00 1400 .0040 5.60
L2 5/32 3000 .0060 18.00 2400 .0050 12.00 1100 .0040 4.40
3/16 2500 .0070 17.50 2000 .0050 10.00 900 .0040 3.60
1/4 1900 .0080 15.20 1500 .0070 10.50 700 .0050 3.50
5/16 1500 .0090 13.50 1200 .0080 9.60 550 .0070 3.85
135 P.183 3/8 1250 .0100 12.50 1000 .0090 9.00 450 .0080 3.60
1/2 950 .0110 10.45 750 .0100 7.50 350 .0090 3.15
▶ M17 / Letter sizes Unit : Inch M K N
Diameter Shank Flute Overall Diameter Shank Flute Overall
EDP No. EDP No. WORK ALUMINIUM ALLOY
Letter Decimal Diameter Length Length Letter Decimal Diameter Length Length MATERIAL STAINLESS STEEL CAST IRON COPPER ALLOY
TiAlN D1 D2 L1 L2 TiAlN D1 D2 L1 L2 NONFERROUS ALLOY
M1700B B .2380 1/4 1-3/8 3-3/16 M1700N N .3020 3/8 1-5/8 3-7/16 DIAMETER RPM FEED RPM FEED RPM FEED
M1700C C .2420 1/4 1-3/8 3-3/16 M1700O O .3160 3/8 1-11/16 3-1/2 (IPR) (inch/min) (IPR) (inch/min) (IPR) (inch/min)
M1700D D .2460 1/4 1-3/8 3-3/16 M1700Q Q .3320 3/8 1-11/16 3-1/2 3/32 1800 .0030 5.40 5700 .0040 22.80 8700 .0040 34.80
M1700F F .2570 3/8 1-7/16 3-1/4 M1700R R .3390 3/8 1-11/16 3-1/2 1/8 1400 .0040 5.60 4250 .0060 25.50 6500 .0060 39.00
M1700G G .2610 3/8 1-7/16 3-1/4 M1700U U .3680 3/8 1-13/16 3-5/8 5/32 1100 .0040 4.40 3400 .0070 23.80 5200 .0070 36.40
M1700I I .2720 3/8 1-1/2 3-5/16 M1700V V .3770 1/2 1-7/8 3-31/32 3/16 900 .0040 3.60 2850 .0080 22.80 4300 .0080 34.40
M1700J J .2770 3/8 1-1/2 3-5/16 M1700X X .3970 1/2 1-15/16 4-1/32 1/4 700 .0050 3.50 2100 .0100 21.00 3200 .0090 28.80
M1700L L .2900 3/8 1-9/16 3-3/8 M1700Y Y .4040 1/2 1-15/16 4-1/32 5/16 550 .0070 3.85 1750 .0120 21.00 2600 .0110 28.60
M1700M M .2950 3/8 1-9/16 3-3/8 M1700Z Z .4130 1/2 2 4-1/32 3/8 450 .0080 3.60 1450 .0120 17.40 2200 .0130 28.60
1/2 350 .0090 3.15 1100 .0150 16.50 1650 .0150 24.75
S
WORK
MATERIAL NICKEL ALLOY
TITANIUM ALLOY
FEED
DIAMETER RPM
(IPR) (inch/min)
3/32 800 .0010 0.80
1/8 600 .0020 1.20
5/32 500 .0020 1.00
3/16 400 .0020 0.80
1/4 300 .0030 0.90
5/16 250 .0030 0.75
3/8 200 .0040 0.80 N = R.P.M
1/2 150 .0050 0.75 S = Inch per Revolution(inch/rev.)
◎ : Excellent ◯ : Good
P H M K N S
Carbon Prehardened
Steels Alloy Steels Steels Hardened Steels Stainless Cast Iron Aluminum Copper Bronze CFRP Titanium
Steels
~HB225 HB225~325 HRc30~45 HRc45~55 HRc55~
◎ ◎ ○ ○ ○ ○ ◎
182 • phone:+1-800-765-8665, Technical Support : 888-868-5988, www.yg1usa.com phone:+1-800-765-8665, Technical Support : 888-868-5988, www.yg1usa.com • 183