
Page 74 - Module DMV20173
P. 74
4.0 BULK DEFORMATION PROCESSES
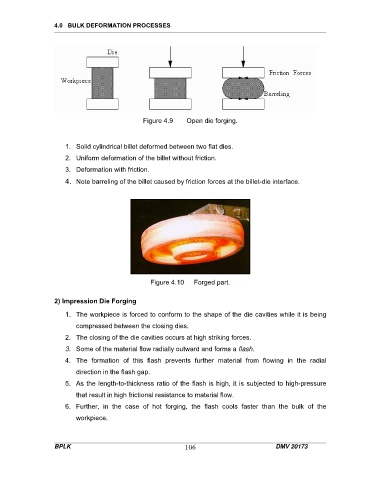
Figure 4.9 Open die forging.
1. Solid cylindrical billet deformed between two flat dies.
2. Uniform deformation of the billet without friction.
3. Deformation with friction.
4. Note barreling of the billet caused by friction forces at the billet-die interface.
Figure 4.10 Forged part.
2) Impression Die Forging
1. The workpiece is forced to conform to the shape of the die cavities while it is being
compressed between the closing dies.
2. The closing of the die cavities occurs at high striking forces.
3. Some of the material flow radially outward and forms a flash.
4. The formation of this flash prevents further material from flowing in the radial
direction in the flash gap.
5. As the length-to-thickness ratio of the flash is high, it is subjected to high-pressure
that result in high frictional resistance to material flow.
6. Further, in the case of hot forging, the flash cools faster than the bulk of the
workpiece.
BPLK 106 DMV 20173