
Page 75 - Module DMV20173
P. 75
4.0 BULK DEFORMATION PROCESSES
7. This increases its resistance to deformation compared to the bulk. Thus the flash
plays a significant role in helping filling the die cavities.
3) Closed Die Forging
1. In closed-die-forging, no flash is formed and the workpiece is completely surrounded
by the dies.
2. Therefore, proper control of the volume of material is essential to obtain a forging of
desired dimensions.
3. Undersized blanks in close-die forging prevent the complete filling of the die, while
oversized blanks may cause premature die failure or jamming of the dies.
4.3.3 ADVANTAGES OF FORGING
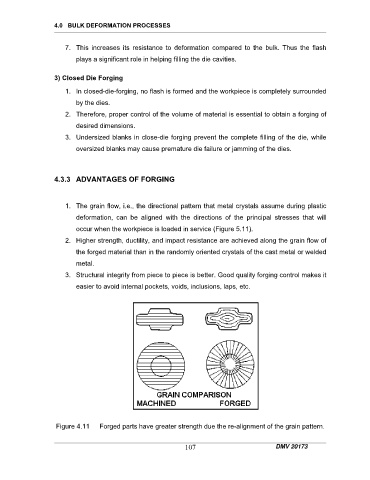
1. The grain flow, i.e., the directional pattern that metal crystals assume during plastic
deformation, can be aligned with the directions of the principal stresses that will
occur when the workpiece is loaded in service (Figure 5.11).
2. Higher strength, ductility, and impact resistance are achieved along the grain flow of
the forged material than in the randomly oriented crystals of the cast metal or welded
metal.
3. Structural integrity from piece to piece is better. Good quality forging control makes it
easier to avoid internal pockets, voids, inclusions, laps, etc.
Figure 4.11 Forged parts have greater strength due the re-alignment of the grain pattern.
BPLK 107 DMV 20173