
Page 75 - Diplomski rad - Sasa Petrovic - GI 11-2012
P. 75
9. Završna kontrola, pakovanje i distribucija
9.1. Završna kontrola
Završna kontrola se uvek vrši na uzorku sa sečenja jer nakon sečenja nema daljih promena u
materijalu i kupac dobija upravo takav proizvod. Radi se po ISO 9001 standardu, a toleran-
cije su veoma uske. U završnoj kontroli se moraju uočiti sve greške da defektan materijal ne
bi otišao kupcu i da tako ne bi došlo do reklamacije ili problema kod kupca (npr. na punilici)
ili kod krajnjeg potrošača.
U Tetra Pak-u se kontroliše mnoštvo parametara da bi se kupcu isporučio najkvalitetniji
proizvod na vreme i time opravdala nešto viša cena proizvoda.
Neki od parametara koji se kontrolišu su:
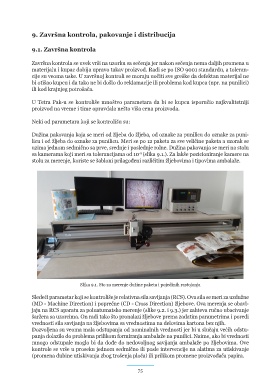
Dužina pakovanja koja se meri od žljeba do žljeba, od oznake za punilicu do oznake za puni-
licu i od žljeba do oznake za punilicu. Meri se po 12 paketa za sve veličine paketa a uzorak se
uzima jednom sedmično sa prve, srednje i poslednje rolne. Dužina pakovanja se meri na stolu
sa kamerama koji meri sa tolerancijama od 10 (slika 9.1.). Za lakše pozicioniranje kamere na
-9
stolu za merenje, koriste se šabloni prilagođeni različitim žljebovima i tipovima ambalaže.
Slika 9.1. Sto za merenje dužine paketa i pojedinih rastojanja
Sledeći parametar koji se kontroliše je relativna sila savijanja (RCS). Ova sila se meri za uzdužne
(MD - Machine Direction) i poprečne (CD - Cross Direction) žljebove. Ova merenja se obavl-
jaju na RCS aparatu za poluatumatsko merenje (slike 9.2. i 9.3.) jer zahteva ručno ubacivanje
šaržera sa uzorcima. On radi tako što pronalazi žljebove prema zadatim parametrima i poredi
vrednosti sila savijanja na žljebovima sa vrednostima na delovima kartona bez njih.
Dozvoljena su veoma mala odstupanja od nominalnih vrednosti jer bi u slučaju većih odstu-
panja dolazilo do problema prilikom formiranja ambalaže na punilici. Naime, ako bi vrednosti
mnogo odstupale moglo bi da dođe do nedovoljnog savijanja ambalaže po žljebovima. Ove
kontrole se vrše u proseku jednom sedmično ili posle intervencije na alatima za utiskivanje
(promena dubine utiskivanja zbog trošenja ploča) ili prilikom promene proizvođača papira.
75