
Page 122 - merged (pdf.io)
P. 122
รหัสวิชา
วิชา งานเชื่อมและโลหะแผ่นเบื้องต้น ใบเนื้อหา
2100 - 1005
เรื่อง งานเชื่อมแก๊ส สัปดาห์ที่ 3-4-5-6 แผ่นที่ 10
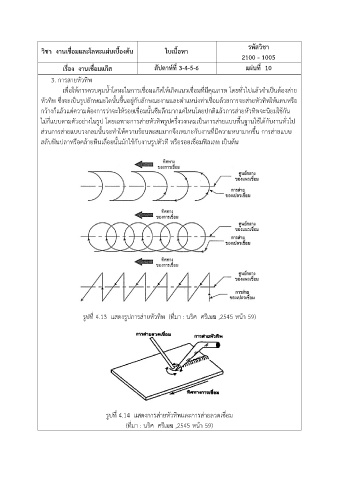
3. การสายหัวทิพ
เพื่อให้การควบคุมน้้าโลหะในการเชื่อมแก๊สให้เกิดแนวเชื่อมที่มีคุณภาพ โดยทั่วไปแล้วจ้าเป็นต้องส่าย
หัวทิพ ซึ่งจะเป็นรูปลักษณะใดนั้นขึ้นอยู่กับลักษณะงานและต้าแหน่งท่าเชื่อมด้วยการจะส่ายหัวทิพให้แคบหรือ
กว้างก็แล้วแต่ความต้องการว่าจะให้รอยเชื่อมนั้นซึมลึกมากแค่ไหนโดยปกติแล้วการส่ายหัวทิพจะนิยมใช้กัน
ไม่กี่แบบตามตัวอย่างในรูป โดยเฉพาะการส่ายหัวทิพรูปครึ่งวงกลมเป็นการส่ายแบบพื้นฐานใช้ได้กับงานทั่วไป
ส่วนการส่ายแบบวงกลมนั้นจะท้าให้ความร้อนสะสมมากจึงเหมาะกับงานที่มีความหนามากขึ้น การส่ายแบบ
สลับฟันปลาหรือคล้ายฟันเลื่อยนั้นมักใช้กับงานรูปตัวที หรือรอยเชื่อมฟิลเลท เป็นต้น
รูปที่ 4.13 แสดงรูปการส่ายหัวทิพ (ที่มา : นริศ ศรีเมฆ ,2545 หน้า 59)
รูปที่ 4.14 แสดงการส่ายหัวทิพและการส่ายลวดเชื่อม
(ที่มา : นริศ ศรีเมฆ ,2545 หน้า 59)