
Page 16 - YG 2019
P. 16
◆
◆
CASE STUDY MULTI-1 DRILLS (Reference page : p.177 ~ p.183) CASE STUDY COMBO TAPS (Reference page : p.363 ~ p.388)
YG-1
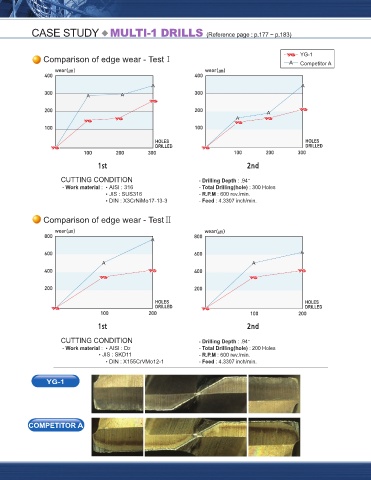
Comparison of edge wear - TestⅠ
Competitor A
COMBO - SPIRAL FLUTE YG-1(Total Tapping 204 Holes)
Surface Roughness of Work Piece
Cutting Condition
- Tools : Combo Spiral Flute Tap
- Size : M8×1.25
- Work Material : •AISI : 1045 204 Holes ▶
•JIS : S45C(HRc35) COMPETITOR A (Total Tapping 159 Holes)
•DIN : C45 Surface Roughness of Work Piece
HOLES HOLES - Tapping Depth: .79˝
DRILLED DRILLED - Coolant : Water Soluble Oil
- SFM (Tapping Speed) : 33 ft/min.
1st 2nd
159 Holes ▶
CUTTING CONDITION - Drilling Depth : .94˝ COMPETITOR B (Total Tapping 204 Holes)
- Work material : •AISI : 316 - Total Drilling(hole) : 300 Holes
•JIS : SUS316 - R.P.M : 600 rev./min. Surface Roughness of Work Piece
•DIN : X3CrNiMo17-13-3 - Feed : 4.3307 inch/min.
Comparison of edge wear - TestⅡ
204 Holes ▶
COMBO - SPIRAL POINT YG-1(Total Tapping 450 Holes)
HOLES HOLES
DRILLED DRILLED Cutting Condition
- Tools : Combo Spiral Point Tap
1st 2nd - Size : M2×0.4 Thread Flute
- Work Material : •AISI : 1045
CUTTING CONDITION - Drilling Depth : .94˝ •JIS : S45C(HRc35) COMPETITOR A (Total Tapping 318 Holes)
- Work material : •AISI : D2 - Total Drilling(hole) : 200 Holes •DIN : C45
•JIS : SKD11 - R.P.M : 600 rev./min. - Tapping Depth : .24˝
•DIN : X155CrVMo12-1 - Feed : 4.3307 inch/min. - Coolant : Tapping Oil
- SFM (Tapping Speed) : 33 ft/min. Tool was broken after tapping 318 holes
YG-1
COMPETITOR B (Total Tapping 103 Holes)
COMPETITOR A Tool was broken after tapping 103 holes