
Page 337 - YG 2019
P. 337
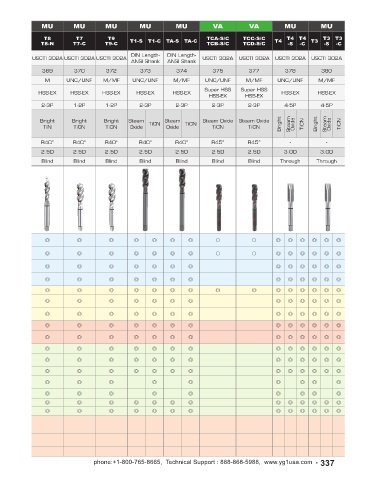
MU MU MU MU MU MU MU MU VA VA MU MU
T2 T2 T5 T5 T6 T8 T7 T9 TCA-S/C TCC-S/C T4 T4 T3 T3
SERIES T2 T5 T1-S T1-C TA-S TA-C T4 T3
-S -C -S -C T6-N T8-N T7-C T9-C TCB-S/C TCD-S/C -S -C -S -C
DIN Length- DIN Length-
DESCRIPTION USCTI 302A USCTI 302A USCTI 302A USCTI 302A USCTI 302A USCTI 302A USCTI 302A USCTI 302A USCTI 302A USCTI 302A
ANSI Shank ANSI Shank
PAGE 365 367 368 369 370 372 373 374 375 377 378 380
HIGH PERFORMANCE TAPS THREADS UNC/UNF M/MF UNC/UNF M UNC/UNF M/MF UNC/UNF M/MF UNC/UNF M/MF UNC/UNF M/MF
RECOMMENDATION TABLE TAP MATERIALS HSS-EX HSS-EX HSS-EX HSS-EX HSS-EX HSS-EX HSS-EX HSS-EX Super HSS Super HSS HSS-EX HSS-EX
HSS-EX HSS-EX
Super HSS : Premium HSS Metallurgy CHAMFER LENGTH 2-3P 2-3P 2-3P 2-3P 1-2P 1-2P 2-3P 2-3P 2-3P 2-3P 4-5P 4-5P
P-HSS : Powdered Metallurgy
HSSE-V3 : 3% Vanadium Alloy HSS-EX SURFACE TREATMENT Bright Steam Oxide TiCN Bright Steam Oxide TiCN Bright Bright Bright Bright Steam TiCN Steam TiCN Steam Oxide Steam Oxide Bright Steam Oxide TiCN Bright Steam Oxide TiCN
Oxide
TiCN
TiN
TiN
TiCN
TiCN
TiCN
Oxide
HSS-V : Vanadium Alloy HSS
SPIRAL FLUTE ANGLE R40° R40° R40° R40° R40° R40° R40° R40° R45° R45° - -
◎= RECOMMENDED THREAD DEPTH 2.5D 2.5D 2.5D 2.5D 2.5D 2.5D 2.5D 2.5D 2.5D 2.5D 3.0D 3.0D
○= SUITABLE HOLE TYPE Blind Blind Blind Blind Blind Blind Blind Blind Blind Blind Through Through
COOLANT
A = Cutting Oil Cutting Speed
T = Oil Emulsion (SFM)
X = Cutting Oil/Oil Emulsion
Hardness Hardness COOLANT
(HRc) (BHN)
Material Material Sub-Group
Group ISO Uncoated Coated
Low carbon steels
Free machining carbon steels P < 15 < 180 25 - 50 50 - 80 T ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ◎ ◎ ◎
Medium to high carbon steels
Low alloyed steels P < 23 < 240 25 - 50 50 - 80 T ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ◎ ◎ ◎
Steel
Steel castings & forgings > 24 > 250
Heat-treatable alloy steels P ≤ 38 ≤ 350 6 - 30 10 - 35 X ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Alloyed tool steels > 38 > 350 6 - 12 - A
Mold steels P ≤ 44 ≤ 420 ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Free machining stainless steels M < 23 < 240 12 - 35 20 - 50 A ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Stainless Heat-and corrosion-resistant stainless steels M > 24 > 250 12 - 15 12 - 15 A ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Steel Valve stainless steels ≤ 38 ≤ 350
Stainless steel castings > 38 > 350 12 - 15 - A ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Precipitation hardening stainless steels M ≤ 44 ≤ 420 ◎ ◎ ◎ ◎ ◎ ◎ ◎
Grey cast iron K - ≤ 220 35 - 50 50 - 65 T ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Cast Iron Nodular cast iron / Chilled cast iron
Meehanite iron / Ductile iron K - ≥ 250 12 - 45 25 - 55 X ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Copper Pure and alloyed copper N - - 50 - 60 65 - 100 T ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Free machining brass
Brass Alloyed brass N - - 30 - 65 - T ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Bronze N 44 < 420 12 - 20 35 - 80 T ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Pure Aluminum N - - 50 - 65 - T ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Aluminum Aluminum alloys
Aluminum alloy castings N - - 40 - 65 45 - 90 T ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Zinc N - - 25 - 65 50 - 80 T ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
Magnesium N - - - 45 - 100 T ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
718 & 625 INCOn / Waspaloy
Hastelloyn / Invar S ≤ 38 ≤ 350 10 - 15 - A
Nickel Moneln / Incoloy
Alloys
718 Inconel > 38 > 350
A286 S ≤ 44 ≤ 420 10 - 12 - A
Titanium S ≤ 38 ≤ 350 3 - 15 - A
336 phone:+1-800-765-8665, Technical Support : 888-868-5988, www.yg1usa.com phone:+1-800-765-8665, Technical Support : 888-868-5988, www.yg1usa.com 337