
Page 236 - Fanar
P. 236
i Technical Information
Straight Flutes with Spiral Point
Designed for through holes, with thread along the full length of the hole.
Used together with the chamfer B, it is recommended for materials giving a long chip. The spiral point moves
tightly squashed chips in the direction of feed, and prevents the grooves from clogging. Coolant reaches the
working zone freely. The length of threads, which can be made - up to ca 2xD.
Spiral flutes
Together with the chamfer C and E used for the blind holes.
It is recommended for materials giving a long chip. Spiral flutes provide good chip evacuation in the direction
from the hole toward the shank. Depending on the hole diameter, it is possible to make threads of up to 3xD.
Machine tap with spiral flutes should not be used for the through holes.
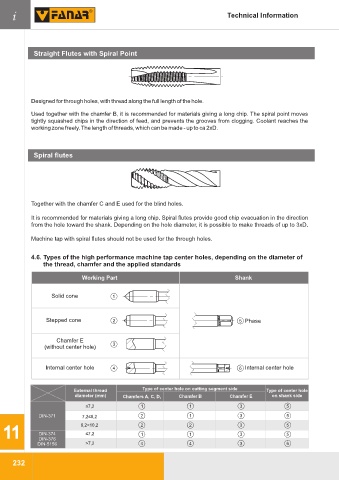
4.6. Types of the high performance machine tap center holes, depending on the diameter of
the thread, chamfer and the applied standards
Working Part Shank
Solid cone 1
Stepped cone 2 5 Phase
Chamfer E
(without center hole) 3
Kąty skręcenia spirali:
15°
30° Internal center hole 4 6 Internal center hole
40°
45°
Type of center hole on cutting segment side
External thread Type of center hole
diameter (mm) Chamfers A, C, D, Chamfer B Chamfer E on shank side
≤7,2 1 1 3 5
DIN-371 7,2≤8,2 2 1 3 5
8,2<10,2 2 2 3 5
11 DIN-374 ≤7,2 1 1 3 5
DIN-376
DIN-5156 >7,2 4 4 3 6
232