
Page 241 - Fanar
P. 241
Technical Information i
Operation Recommendations
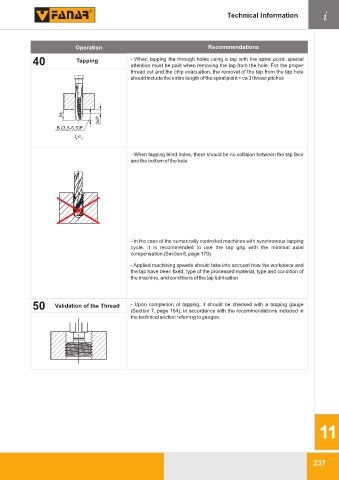
40 Tapping - When tapping the through holes using a tap with the spiral point, special
attention must be paid when removing the tap from the hole. For the proper
thread cut and the chip evacuation, the removal of the tap from the tap hole
should include the entire length of the spiral point + ca 3 thread pitches
3xP
B (3,5-5,5)P
l <l 2
w
- When tapping blind holes, there should be no collision between the tap face
and the bottom of the hole
- In the case of the numerically controlled machines with synchronous tapping
cycle, it is recommended to use the tap grip with the minimal axial
compensation (Section 8, page 179)
- Applied machining speeds should take into account how the workpiece and
the tap have been fixed, type of the processed material, type and condition of
the machine, and conditions of the tap lubrication
50 Validation of the Thread - Upon completion of tapping, it should be checked with a tapping gauge
(Section 7, page 164), in accordance with the recommendations included in
the technical section referring to gauges.
11
237