
Page 240 - Fanar
P. 240
i Technical Information
4.10. Recommendations for Processing with Machine Taps
Tapping is usually one of the last operations in the process of machining a workpiece. An error occurring in the
process of tapping may result in additional costs associated not only with the damaged tap, but often with the
workpiece material, as well as with the machining processes preceding the tapping. In order to avoid such
problems, we encourage you to read and apply the below recommendations regarding the tapping process.
4.11. Threading process
Operation Recommendations
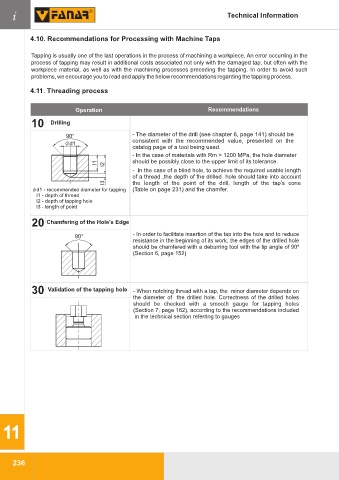
10 Drilling
90° - The diameter of the drill (see chapter 6, page 141) should be
consistent with the recommended value, presented on the
d1
catalog page of a tool being used.
- In the case of materials with Rm > 1200 MPa, the hole diameter
l1 l2 should be possibly close to the upper limit of its tolerance.
- In the case of a blind hole, to achieve the required usable length
of a thread ,the depth of the drilled hole should take into account
l3 the length of the point of the drill, length of the tap’s cone
d1 - recommended diameter for tapping (Table on page 231) and the chamfer.
l1 - depth of thread
l2 - depth of tapping hole
l3 - length of point
20 Chamfering of the Hole’s Edge
90° - In order to facilitate insertion of the tap into the hole and to reduce
resistance in the beginning of its work, the edges of the drilled hole
should be chamfered with a deburring tool with the tip angle of 90⁰
(Section 6, page 152)
30 Validation of the tapping hole - When notching thread with a tap, the minor diameter depends on
the diameter of the drilled hole. Correctness of the drilled holes
should be checked with a smooth gauge for tapping holes
(Section 7, page 162), according to the recommendations included
in the technical section referring to gauges
11
236