
Page 101 - Module DMV20173
P. 101
5. 0 JOINING PROCESSES
.
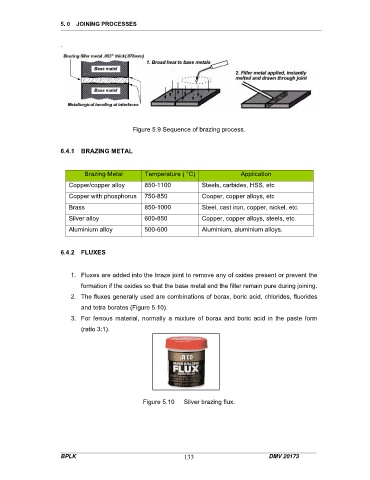
Figure 5.9 Sequence of brazing process.
6.4.1 BRAZING METAL
Brazing Metal Temperature ( °C) Application
Copper/copper alloy 850-1100 Steels, carbides, HSS, etc
Copper with phosphorus 750-850 Cooper, copper alloys, etc
Brass 850-1000 Steel, cast iron, copper, nickel, etc.
Silver alloy 600-850 Copper, copper alloys, steels, etc.
Aluminium alloy 500-600 Aluminium, aluminium alloys.
6.4.2 FLUXES
1. Fluxes are added into the braze joint to remove any of oxides present or prevent the
formation if the oxides so that the base metal and the filler remain pure during joining.
2. The fluxes generally used are combinations of borax, boric acid, chlorides, fluorides
and tetra borates (Figure 5.10).
3. For ferrous material, normally a mixture of borax and boric acid in the paste form
(ratio 3:1).
Figure 5.10 Silver brazing flux.
BPLK 133 DMV 20173