
Page 133 - merged (pdf.io)
P. 133
รหัสวิชา
วิชา งานเชื่อมและโลหะแผ่นเบื้องต้น ใบเนื้อหา
2100 - 1005
เรื่อง งานแล่นประสาน สัปดาห์ที่ 7-8 แผ่นที่ 3
2. ความเร็วในการแล่นประสาน การแล่นประสานเราสามารถรวบรวมชิ้นส่วนที่จะ แล่นประสาน นาไป
เผาหรืออบให้ความร้อนด้วยเตาไฟฟ้า (Furnace) แล้วจึงนามาแล่นประสาน ซึ่งจะช่วยให้สามารถแล่น
ประสานได้จานวนมาก เพราะประหยัดเวลาในการเผาให้ความร้อน
3. กรณีอุณหภูมิต่า อาจเป็นเพราะว่าเวลาในการให้ความร้อนน้อยเกินไป นับว่าเป็นองค์ประกอบอย่าง
หนึ่ง ที่ผู้ปฏิบัติงานแล่นประสานจะต้องควบคุมให้ได้ ก่อนจะเติมลวดประสาน ลงไป
4. การแตกร้าวของแนวแล่นประสานเนื่องมาจากอุณหภูมิ ความร้อนที่เผาบนชิ้นงาน ถ้ามีอุณหภูมิสูง
อาจเป็นสาเหตุให้แนวแล่นประสานเสียหายหรือแตกร้าวได้ ซึ่งจะต้องมีการควบคุมอุณหภูมิให้ต่า แต่เพียงพอ
กับการแล่นประสาน ปัญหาการแตกร้าวนี้ผู้ปฏิบัติงานไม่ควรให้เกิดขึ้น ในการแล่นประสาน
5. การให้ความร้อนและการเย็นตัว การให้ความร้อนในการแล่นประสานควรให้ความร้อนเพิ่มขึ้นอย่าง
ช้าๆ เพราะถ้าใช้ความร้อนน้อยโดยที่ชิ้นงานไม่หลอมละลาย แต่ละลายเพียง โลหะแล่นประสานซึ่งมีขนาดเล็ก
หลอมละลายได้เร็วกว่า ซึ่งจะหลอมละลายและแทรกซึม ไปเกาะยึดในรอยต่อเมื่อเย็นตัวลง แต่การเย็นตัว
อนุญาตให้เย็นตัวลงได้อย่างรวดเร็ว การเกิด ความเค้นภายในเนื้อโลหะ มีสาเหตุมาจากการเปลี่ยนแปลง
อุณหภูมิอย่างกะทันหัน ซึ่งสามารถแก้ไขให้ลดลงได้ โดยการให้ความร้อนที่รอยต่ออีกครั้งหนึ่ง แล้วปล่อยให้
เย็นตัวลงอย่างช้าๆ
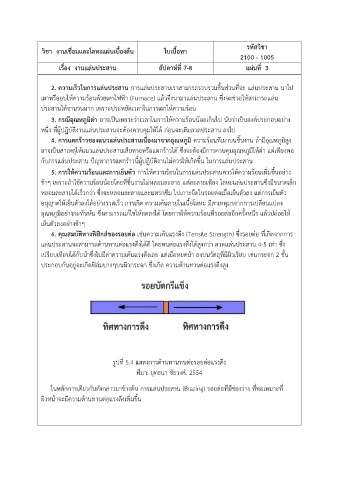
6. คุณสมบัติทางฟิสิกส์ของรอยต่อ เช่นความเค้นแรงดึง (Tensile Strength) ซึ่งรอยต่อ ที่เกิดจากการ
แล่นประสานจะสามารถต้านทานต่อแรงดึงได้ดี โดยทนต่อแรงดึงได้สูงกว่า ลวดแล่นประสาน 4-5 เท่า ซึ่ง
เปรียบเทียบได้กับน้าซึ่งไม่มีค่าความเค้นแรงดึงเลย แต่เมื่อหยดน้า ลงบนวัตถุที่มีผิวเรียบ เช่นกระจก 2 ชั้น
ประกอบกันอยู่จะเกิดฟิล์มบางๆบนผิวกระจก ซึ่งเกิด ความต้านทานต่อแรงดึงสูง
รูปที่ 5.4 แสดงการต้านทานทนต่อรอยต่อแรงดึง
ที่มา: ยุทธนา ชัยวงค์. 2554
ในหลักการเดียวกันดังกล่าวมาข้างต้น การแล่นประสาน (Brazing) รอยต่อที่มีช่องว่าง ที่พอเหมาะที่
ผิวหน้าจะมีความต้านทานต่อแรงดึงเพิ่มขึ้น