
Page 42 - Module DMV20173
P. 42
3.0 SHEET METAL PROCESSES
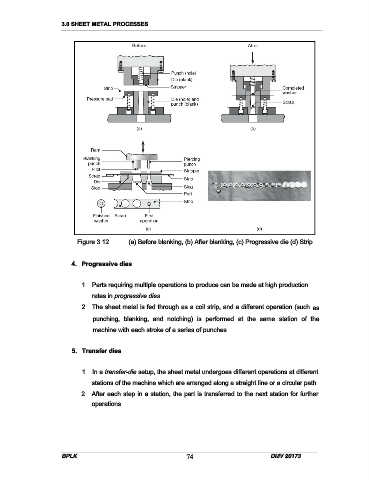
Figure 3.12 (a) Before blanking, (b) After blanking, (c) Progressive die (d) Strip
4. Progressive dies
1. Parts requiring multiple operations to produce can be made at high production
rates in progressive dies.
2. The sheet metal is fed through as a coil strip, and a different operation (such as
punching, blanking, and notching) is performed at the same station of the
machine with each stroke of a series of punches.
5. Transfer dies
1. In a transfer-die setup, the sheet metal undergoes different operations at different
stations of the machine which are arranged along a straight line or a circular path.
2. After each step in a station, the part is transferred to the next station for further
operations.
BPLK 74 DMV 20173