
Page 51 - Diplomski rad - Sasa Petrovic - GI 11-2012
P. 51
CDI Spark 4260 koristi prvoklasni optički laser visokog intenziteta što omogućava linijaturu
do 200 lpi u zavisnosti od rezolucije slike. Napredna optika omogućava rad sa visokim rezolu-
cijama – 2000 do 4000 dpi i izradu tonskih prelaza od 1-99%. Produktivnost lasera je 8m²/h.
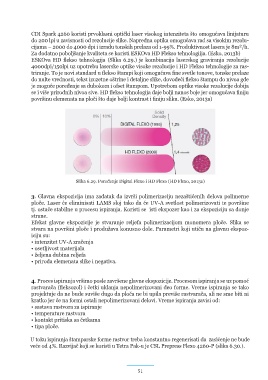
Za dodatno poboljšanje kvaliteta se koristi ESKOva HD Flekso tehnologiija. (Esko, 2013b)
ESKOva HD flekso tehnologija (Slika 6.29.) je kombinacija laserskog graviranja rezolucije
4000dpi/150lpi uz upotrebu laserske optike visoke rezolucije i HD Flekso tehnologije za ras-
triranje. To je novi standard u flekso štampi koji omogućava fine svetle tonove, tonske prelaze
do nulte vrednosti, tekst izuzetne oštrine i detaljne slike, dovodeći flekso štampu do nivoa gde
je moguće poređenje sa dubokom i ofset štampom. Upotrebom optike visoke rezolucije dobija
se i više prirodnih nivoa sive. HD flekso tehnologija daje bolji nanos boje jer omogućava finiju
površinu elemenata na ploči što daje bolji kontrast i finiju sliku. (Esko, 2013a)
Slika 6.29. Poređenje Digital Flexo i HD Flexo (HD Flexo, 2013a)
3. Glavna ekspozicija ima zadatak da izvrši polimerizaciju nezaštićenih delova polimerne
ploče. Laser će eliminisati LAMS sloj tako da će UV-A svetlost polimerizovati te površine
tj. ostaće stabilne u procesu ispiranja. Koristi se isti ekspozer kao i za ekspoziciju sa donje
strane.
Efekat glavne ekspozicije je stvaranje reljefa polimerizacijom monomera ploče. Slika se
stvara na površini ploče i produžava konusno dole. Parametri koji utiču na glavnu ekspoz-
iciju su:
• intenzitet UV-A zračenja
• osetljivost materijala
• željena dubina reljefa
• priroda elemenata slike i negativa.
4. Proces ispiranja vršimo posle završene glavne ekspozicije. Procesom ispiranja se uz pomoć
rastvarača (fleksozol) i četki uklanja nepolimerizovani deo forme. Vreme ispiranja se tako
projektuje da ne bude suviše dugo da ploča ne bi upila previše rastvarača, ali ne sme biti ni
kratko jer će na formi ostali nepolimerizovani delovi. Vreme ispiranja zavisi od:
• sastava rastvora za ispiranje
• temperature rastvora
• kontakt pritiska sa četkama
• tipa ploče.
U toku ispiranja štamparske forme rastvor treba konstantno regenerisati da zasićenje ne bude
veće od 4%. Razvijač koji se koristi u Tetra Pak-u je CSL Prepress Flexo 4260-P (slika 6.30.).
51