
Page 875 - YG 2019
P. 875
X-POWER X-POWER
END MILLS END MILLS EM084 SERIES PLAIN SHANK
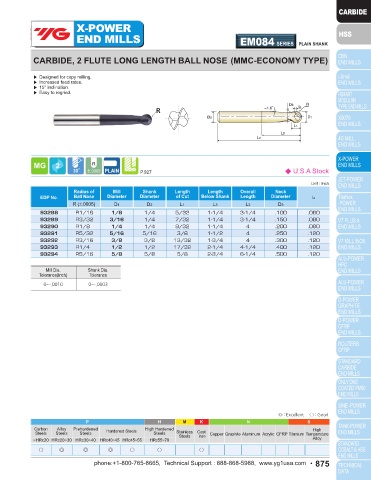
X-POWER BALL NOSE END MILLS - MMC CARBIDE, 2 FLUTE LONG LENGTH BALL NOSE (MMC-ECONOMY TYPE)
▶ Designed for copy milling.
▶ Increased feed rates.
Useful Field Area ▶ 15° inclination.
▶ Easy to regrind.
• Die & Mold making, Turbine manufacturing and Aircraft Industry, etc.
• Difficult 3-D Forms. R
• Profiling of up to HRc 65 high hardened steels and Alloy steels, Nickelbase alloys, Titanium alloys. ↙
Characteristics
• Ultra micro grain carbide which increase both toughness and hardness.
• YG-1’s unique X-POWER coating suitable for dry cutting and high speed cutting.
• Oustanding tool geometry and sphere shape ball enables more increased tool life and higher speed and feed operation.
Surpassing Milling Operation P.927 ◆ U.S.A Stock
Unit : Inch
Radius of Mill Shank Length Length Overall Neck
Ball Nose
Operating angle 14° ~ 16°, higher speed and EDP No. R (±.0005) Diameter Diameter of Cut Below Shank Length Diameter Iz
D1
L3
L2
D3
D2
L1
feed are possible by decreased cutting 93288 R1/16 1/8 1/4 5/32 1-1/4 3-1/4 .100 .060
resistance at the cutting edges contacting the 93289 R3/32 3/16 1/4 7/32 1-1/4 3-1/4 .150 .080
workpiece. 93290 R1/8 1/4 1/4 9/32 1-1/4 4 .200 .080
93291 R5/32 5/16 5/16 3/8 1-1/2 4 .250 .120
93292 R3/16 3/8 3/8 13/32 1-3/4 4 .300 .120
Excellent surface finish and faster milling 93293 R1/4 1/2 1/2 17/32 2-1/4 4-1/4 .400 .120
process. 93294 R5/16 5/8 5/8 5/8 2-3/4 6-1/4 .500 .120
Mill Dia. Shank Dia.
Enable to milling with higher speed and feed Tolerance(inch) Tolerance
when Back Milling. 0~-.0010 0~-.0003
Favorable Back Milling Unfavorable Drilling
Inclination (ap=0.5D)
When 15° inclination milling operation, more
productivity and higher speed and feed are
possible.
Decreased cutting force.
Excellent surface roughness and brightness.
◎ : Excellent ◯ : Good
P H M K N S
Carbon Alloy Prehardened High Hardened High
Steels Steels Steels Hardened Steels Steels Stainless Cast Copper Graphite Aluminum Acrylic CFRP Titanium Temperature
Steels
Iron
~HRc20 HRc20~30 HRc30~40 HRc40~45 HRc45~55 HRc55~70 Alloy
Unfavorable Profiling Favorable Profiling
○ ◎ ◎ ◎ ○ ○ ○
874 • phone:+1-800-765-8665, Technical Support : 888-868-5988, www.yg1usa.com phone:+1-800-765-8665, Technical Support : 888-868-5988, www.yg1usa.com • 875