
Page 60 - Module DMV20173
P. 60
3.0 SHEET METAL PROCESSES
b. Shear spinning
1. Also known as power spinning, flow turning, hydrospinning, and spin forging, this
operation produces an axisymmetric conical or curvilinear shape, reducing the
sheet’s thickness while maintaining its maximum (blank) diameter.
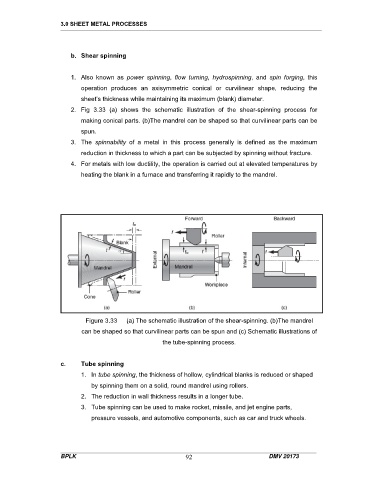
2. Fig 3.33 (a) shows the schematic illustration of the shear-spinning process for
making conical parts. (b)The mandrel can be shaped so that curvilinear parts can be
spun.
3. The spinnability of a metal in this process generally is defined as the maximum
reduction in thickness to which a part can be subjected by spinning without fracture.
4. For metals with low ductility, the operation is carried out at elevated temperatures by
heating the blank in a furnace and transferring it rapidly to the mandrel.
Figure 3.33 (a) The schematic illustration of the shear-spinning. (b)The mandrel
can be shaped so that curvilinear parts can be spun and (c) Schematic illustrations of
the tube-spinning process.
c. Tube spinning
1. In tube spinning, the thickness of hollow, cylindrical blanks is reduced or shaped
by spinning them on a solid, round mandrel using rollers.
2. The reduction in wall thickness results in a longer tube.
3. Tube spinning can be used to make rocket, missile, and jet engine parts,
pressure vessels, and automotive components, such as car and truck wheels.
BPLK 92 DMV 20173