
Page 151 - merged (pdf.io)
P. 151
รหัสวิชา
วิชา งานเชื่อมและโลหะแผ่นเบื้องต้น ใบเนื้อหา
2100 - 1005
เรื่อง งานเชื่อมไฟฟ้า สัปดาห์ที่ 9-10-11-12 แผ่นที่ 2
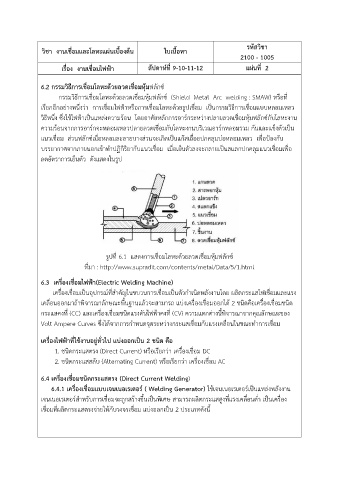
6.2 กรรมวิธีการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์
กรรมวิธีการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์ (Shield Metal Arc welding : SMAW) หรือที่
เรียกอีกอย่างหนึ่งว่า การเชื่อมไฟฟ้าหรือการเชื่อมโลหะด้วยธูปเชื่อม เป็นกรรมวิธีการเชื่อมแบบหลอมเหลว
วิธีหนึ่ง ซึ่งใช้ไฟฟ้าเป็นแหล่งความร้อน โดยอาศัยหลักการอาร์กระหว่างปลายลวดเชื่อมหุ้มฟลักซ์กับโลหะงาน
ความร้อนจากการอาร์กจะหลอมเหลวปลายลวดเชื่อมกับโลหะงานบริเวณอาร์กหลอมรวม กันและแข็งตัวเป็น
แนวเชื่อม ส่วนฟลักซ์เมื่อหลอมละลายบางส่วนจะเกิดเป็นแก๊สเฉื่อยปกคลุมบ่อหลอมเหลว เพื่อป้องกัน
บรรยากาศจากภายนอกเข้าท าปฏิกิริยากับแนวเชื่อม เมื่อเย็นตัวลงจะกลายเป็นสแลกปกคลุมแนวเชื่อมเพื่อ
ลดอัตราการเย็นตัว ดังแสดงในรูป
รูปที่ 6.1 แสดงการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์
ที่มา : http://www.supradit.com/contents/metal/Data/5/1.html
6.3 เครื่องเชื่อมไฟฟ้า(Electric Welding Machine)
เครื่องเชื่อมเป็นอุปกรณ์ที่ส าคัญในขบวนการเชื่อมเป็นตัวก าเนิดพลังงานโดย ผลิตกระแสไฟเชื่อมและแรง
เคลื่อนออกมาถ้าพิจารณาลักษณะพื้นฐานแล้วจะสามารถ แบ่งเครื่องเชื่อมออกได้ 2 ชนิดคือเครื่องเชื่อมชนิด
กระแสคงที่ (CC) และเครื่องเชื่อมชนิดแรงดันไฟฟ้าคงที่ (CV) ความแตกต่างนี้พิจารณาจากคุณลักษณะของ
Volt Ampere Curves ซึ่งได้จากการก าหนดจุดระหว่างกระแสเชื่อมกับแรงเคลื่อนในขณะท าการเชื่อม
เครื่องไฟฟ้าที่ใช้งานอยู่ทั่วไป แบ่งออกเป็น 2 ชนิด คือ
1. ชนิดกระแสตรง (Direct Current) หรือเรียกว่า เครื่องเชื่อม DC
2. ชนิดกระแสสลับ (Alternating Current) หรือเรียกว่า เครื่องเชื่อม AC
6.4 เครื่องเชื่อมชนิดกระแสตรง (Direct Current Welding)
6.4.1 เครื่องเชื่อมแบบเจนเนอเรเตอร์ ( Welding Generator) ใช้เจนเนอเรเตอร์เป็นแหล่งพลังงาน
เจนเนอเรเตอร์ส าหรับการเชื่อมจะถูกสร้างขึ้นเป็นพิเศษ สามารถผลิตกระแสสูงที่แรงเคลื่อนต่ า เป็นเครื่อง
เชื่อมที่ผลิตกระแสตรงจ่ายให้กับวงจรเชื่อม แบ่งออกเป็น 2 ประเภทดังนี้