
Page 16 - PRE-U STPM PENGAJIAN PERNIAGAAN TERM 1
P. 16
Pengajian Perniagaan Penggal 1 STPM Bab 2 Pengeluaran
(v) Contohnya, jika AQL ialah 2 unit, maka bilangan item
cacat sebanyak 3 atau lebih akan menyebabkan seluruh
lot ditolak. Jika dua atau kurang item adalah cacat, maka
seluruh lot akan diterima.
’12 2.3.3 Alat Kawalan Kualiti
Hasil Pembelajaran 1 Alat kawalan kualiti yang biasanya digunakan untuk memantau
proses pengeluaran ialah kawalan proses secara statistik atau
Menghuraikan alat kawalan statistical process control (SPC), carta kawalan, analisis nilai tambah,
kualiti iaitu kawalan proses
secara saintifik, analisis kajian kualiti/kos, pasukan penambahbaikan kualiti, dan penanda
BAB nilai tambah, carta kawalan, aras.
kajian kualiti/kos, pasukan
2 penambahbaikan kualiti, 2 SPC
dan penanda aras. Satu kaedah statistik yang digunakan untuk memastikan setiap
proses pengeluaran mematuhi piawai yang telah ditetapkan.
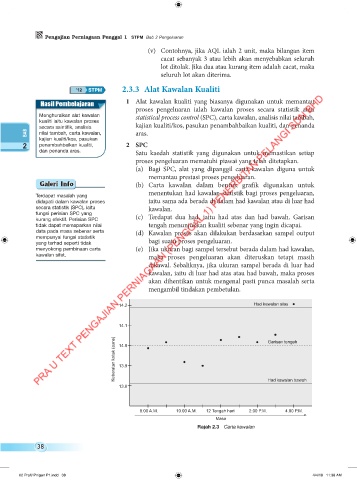
(a) Bagi SPC, alat yang dipanggil carta kawalan diguna untuk
memantau prestasi proses pengeluaran.
Galeri Info (b) Carta kawalan dalam bentuk grafik digunakan untuk
menentukan had kawalan statistik bagi proses pengeluaran,
Terdapat masalah yang
didapati dalam kawalan proses iaitu sama ada berada di dalam had kawalan atau di luar had
secara statistik (SPC), iaitu kawalan.
fungsi perisian SPC yang
kurang efektif. Perisian SPC (c) Terdapat dua had, iaitu had atas dan had bawah. Garisan
tidak dapat memaparkan nilai tengah menunjukkan kualiti sebenar yang ingin dicapai.
data pada masa sebenar serta (d) Kawalan proses akan dilakukan berdasarkan sampel output
mempunyai fungsi statistik
yang terhad seperti tidak bagi suatu proses pengeluaran.
menyokong pembinaan carta (e) Jika ukuran bagi sampel tersebut berada dalam had kawalan,
kawalan sifat. maka proses pengeluaran akan diteruskan tetapi masih
dikawal. Sebaliknya, jika ukuran sampel berada di luar had
kawalan, iaitu di luar had atas atau had bawah, maka proses
akan dihentikan untuk mengenal pasti punca masalah serta
mengambil tindakan pembetulan.
14.2 Had kawalan atas
14.1 Garisan tengah
Keberatan kotak (auns) 14.0
13.9
13.8 Had kawalan bawah
8.00 A.M. 10.00 A.M. 12 Tengah hari 2.00 P.M. 4.00 P.M.
Masa
Rajah 2.3 Carta kawalan
38
02 PraU Pnigan P1.indd 38 4/4/18 11:38 AM