
Page 467 - APPLIED PROCESS DESIGN FOR CHEMICAL AND PETROCHEMICAL PLANTS, Volume 1, 3rd Edition
P. 467
Process Safety and Pressure-Relieving Devices 433
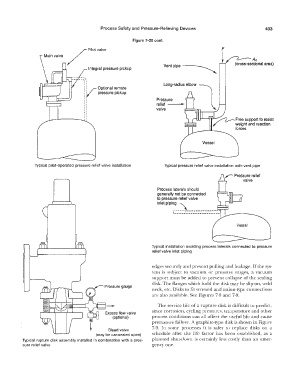
Figure 7-20 cont.
F
Ventplpe �
Long-radius elbow
Pressure
relief--�
valve
Typical pilot-operated pressure relief valve installation Typical pressure relief valve installation with vent pipe
� Pressure relief
valve
Process laterals should
generally not be connected
to pressure relief valve
piping_\
inlet -------------
\--------------------
Vessel
Typical installation avoiding process laterals connected to pressure
relief valve inlet piping
edges securely and prevent pulling and leakage. If the sys-
tem is subject to vacuum or pressure surges, a vacuum
support must be added to prevent collapse of the sealing
disk. The flanges which hold the disk may be slip-on, weld
neck, etc. Disks to fit screwed and union-type connections
are also available. See Figures 7-8 and 7-9.
- The service life of a rupture disk is difficult to predict,
Excess flow valve since corrosion, cycling pressures, temperature and other
(optional) process conditions can all affect the useful life and cause
premature failure. A graphite-type disk is shown in Figure
7-9. In some processes it is safer to replace disks on a
Bleed valve
(may be car-sealed open) schedule after the life factor has been established, as a
Typical rupture disk assembly installed in combination with a pres- planned shut-down is certainly less costly than an emer-
sure relief valve gency one.