
Page 43 - 2010-2022 hose manufactureing ability and guide
P. 43
Rotary Type Each strand of reinforcement is fed through an
array of tensioning devices to the center point of
The term rotary braider applies to units
where the carriers holding the reinforcement the decks where they are applied to the tube in a
package are fixed on two counter-rotating decks parallel array. In all cases, to have a balanced
and do not move in and out in a serpentine path hose construction capable of minimal distortion
under pressure, the spirals are always in
like the maypole type. The braiding pattern is
achieved by deflecting the reinforcement multiples of two. Because of the minimal
strands from the outside deck under and over number of moving parts, the spiral decks can
turn at very high rates. State-of-the-art textile
two carriers on the inside deck, repeating the
motion continuously during rotation. Because of spiral units, available at 2000 rpm are
the simpler travel of the carriers, output speeds commonly used in continuous lines where
tubing, reinforcing and covering are all done in
can be as much as 200% faster than an
equivalent maypole type. Common one pass. Textile spiral is well suited for non-
arrangements are available in 20, 24, 36, 48 mandrel or flexible mandrel constructions, with
low to medium pressure ratings. Wire spiral is
carriers, vertical and horizontal, one-, two- or
three-deck setups for both textile and wire most common on rigid mandrel designs up to 2"
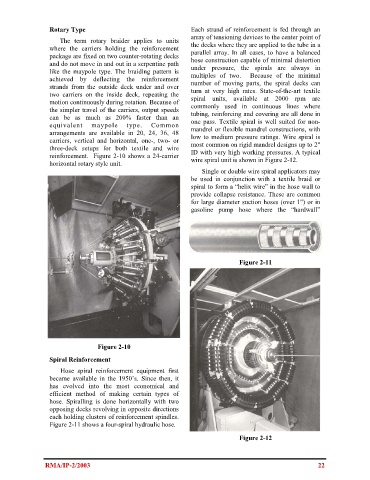
reinforcement. Figure 2-10 shows a 24-carrier ID with very high working pressures. A typical
wire spiral unit is shown in Figure 2-12.
horizontal rotary style unit.
Single or double wire spiral applicators may
be used in conjunction with a textile braid or
spiral to form a “helix wire” in the hose wall to
provide collapse resistance. These are common
for large diameter suction hoses (over 1") or in
gasoline pump hose where the “hardwall”
Figure 2-11
Figure 2-10
Spiral Reinforcement
Hose spiral reinforcement equipment first
became available in the 1950’s. Since then, it
has evolved into the most economical and
efficient method of making certain types of
hose. Spiralling is done horizontally with two
opposing decks revolving in opposite directions
each holding clusters of reinforcement spindles.
Figure 2-11 shows a four-spiral hydraulic hose.
Figure 2-12
RMA/IP-2/2003 22